成飞突破飞机大型蒙皮高难度批量加工技术(图)
来源:百度文库 编辑:超级军网 时间:2024/05/01 14:59:16
成飞突破飞机大型蒙皮高难度批量加工技术(图)
2013年10月17日 来源:中国航空报
成飞突破飞机大型蒙皮高难度批量加工技术(图)
2013年10月17日 来源:中国航空报
塔式五轴数控法向钻铆系统坐标指示图 中航工业成飞实现飞机大型蒙皮全自动钻铆 中航工业成飞自主研制的大型塔式五轴数控法向钻铆系统正式交付使用,标志着成飞已成为国内唯一一个能够全自主开发制造全刚性自动化钻铆系统的厂家,该系统应用于飞机大型蒙皮的批量钻铆装配,填补了国内空白。 事实上,成飞早在1994年便着手研制钻铆机托架系统,先后设计制造了最初的简易手动托架、手控电动托架。2006年成飞升级改造了一台桥式软吊式半自动法向钻铆数控托架,向数控化法向钻铆系统迈进了一大步;2008年又制造了一台桥式半刚性吊挂式(一侧是硬臂,另一侧是软臂)数控托架系统,生产效率、定位精度得到进一步提升。 在积累了大量设计、制造技术和经验后,成飞公司决定自行研制一台塔式五轴数控法向钻铆系统。该系统由自动钻铆机、定位系统(托架)、工装系统、控制系统等组成。自动钻铆机采用了GEMCOR公司的C型全电动钻铆机,成为该系统的一个重要外购成件。托架定位系统采用XY轴分离“塔式”全钢性结构,X轴主床身和辅助床身均由4段4095mm长的铸件拼接而成,钻铆机安装并固定在X向大滑台上;两个平行Y轴床身均由2段4095mm长的铸件拼接而成,在Y向的滑台上连接着Z向(W向)立柱;两个高近5米的立柱就像两个“塔”,完成产品托框的Z向运动;在Z向(W向)立柱的滑台上还有2个A轴旋转控制机构,完成了工装系统的同步旋转功能,其输出端连接着工装系统。工装系统是由两个约15米的细长纵梁和两个约4米的横端梁通过螺栓装配联接成一个长矩形框结构,负责飞机蒙皮的支撑与定位。控制系统主要采用了SIEMENS 840D数控系统、GE FANUC控制器等,完成了对托架定位、钻铆机动作等的控制,通过硬件连接和软件通信将托架控制系统与钻铆机控制系统进行集成,组合成为了一套数控法向钻铆系统。 该塔式五轴数控法向钻铆系统,经过了精心的设计和验证,与已有的同类系统相比,具有以下几个创新点。 在机械设计、制造方面: X、Y轴的分离性结构。8块大型X、Y向床身底座采用了模块化设计,节约了大量制造成本、缩短了生产周期; 细长滚珠丝杆的随动支撑。Y向约5米长的传动丝杆采用了随动支撑,既提高了机床定位精度,又有效防止了丝杆变形,保证了机床长期运行的稳定性; 等边三角形的托框长纵梁截面结构由特种轻质材料填充及强力弹簧的预拉支撑。通过理论验证、计算机有限元分析、试验件验证,约15米长的产品托框截面使用三角形结构、钢板焊接而成,同时采取能容下产品的时效炉一次时效完成,有效地控制时效过程中焊接组件的应力释放(应力释放的过程中会产生不可预见的变形),在细长纵梁填充了聚酯泡沫,能有效地吸收梁的震颤,使其在受到外力作用后短时间内能达到平稳的状态。另外在托框两端B轴上各设计加装了φ20mm粗的预拉螺旋弹簧,使长纵深下饶变形得到了有效控制,并改善了托框震颤情况。 由于托框的两端与A轴相固连,通过双电机驱动,因此对于同轴度的要求较高,如果同轴度不好,在循环应力的作用下将会对A轴造成疲劳破坏,因此,在工艺上采取A轴的定位轴径φ150h7、齿盘安装轴径φ595h7及支撑轴承安装轴径φ140h6和φ130h6等尺寸通过磨削加工来保证,从而保证其同轴度精度。 在电气控制方面: 菱形布局的法向传感器与对角高度差法向判断技术。以钻铆机压力脚为中心,与XY轴线平行的菱形布置四个超声波传感器,对飞机蒙皮铆接点的法向姿态实施检测,通过一定处理、计算,输出相应控制信号到伺服控制机构,确保钻铆点的法向控制要求。 实物示教数据采集与在线自动编程技术。钻铆系统主控制器采用西门子数控机床控制单元,为了能够满足此台航空专用设备的实际使用,不仅保留了原有数控功能,而且通过二次平台设计,实现了铆钉高度的显示与记录、钻铆机工艺参数的实施控制、示教功能的设计等。实际证明大块双曲度蒙皮的理论模型与实际模型存在一定差别,加上现场的安装固定工装的影响,曲率、形状都会变化,只有根据现场实际情况,对飞机蒙皮实际外形进行采集、示教,再用后置软件进行处理,生成与实际外形吻合的数控加工程序,有效解决实物与理论模型不匹配的问题,提高钻铆质量; 钉头高度在线检测与数据图形化显示技术。由于飞机蒙皮成本较大,不可能制作一个试加工件,所以每次钻铆加工前,采用大量的模拟试片进行工艺参数的实验,当对真正蒙皮产品加工时,必须不定期对铆接高度等质量再次检查,以前都是人工干预停止加工,将产品缓慢移出加工区域,采用手摸或高度表手测,然后再返回,这样来回过程至少花费15分钟,对加工效率产生了很大影响,在本系统中,采用高精度2D激光位移传感器,当钻铆完成后,只需数控化自动移位300mm左右,对钻铆点测量区域进行扫描采集,通过一定的算法,即可得到铆钉高度,并判定是否在允许的误差范围内,整个过程耗时不到1分钟,大大提高了钻铆质量和钻铆效率。 塔式五轴数控法向钻铆系统是成飞公司迄今为止承担的费用最大、规模最大的设备研制项目,同时也是技术含量最高、难度最大的项目之一。该系统技术在国内处于领先水平,目前已申请了多项发明专利和实用新型专利,部分已被受理。该系统的成功研制,表明中航工业成飞在数控技术、自动钻铆技术以及航专设备的研制等方面取得了相当大的突破,具备了承担大型航空专用设备研制的能力,为今后继续承担其他航专设备的研制任务奠定了坚实的技术基础。(梅梅 何华兵 于方)
http://www.chinanews.com/mil/2013/10-17/5393423.shtml
2013年10月17日 来源:中国航空报
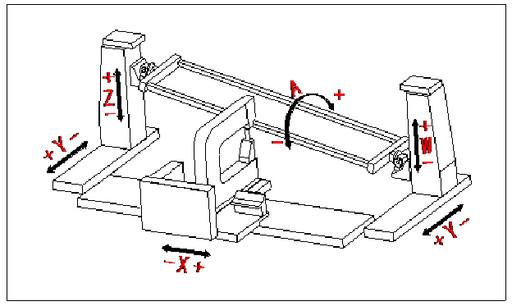
塔式五轴数控法向钻铆系统坐标指示图
中航工业成飞实现飞机大型蒙皮全自动钻铆
中航工业成飞自主研制的大型塔式五轴数控法向钻铆系统正式交付使用,标志着成飞已成为国内唯一一个能够全自主开发制造全刚性自动化钻铆系统的厂家,该系统应用于飞机大型蒙皮的批量钻铆装配,填补了国内空白。
事实上,成飞早在1994年便着手研制钻铆机托架系统,先后设计制造了最初的简易手动托架、手控电动托架。2006年成飞升级改造了一台桥式软吊式半自动法向钻铆数控托架,向数控化法向钻铆系统迈进了一大步;2008年又制造了一台桥式半刚性吊挂式(一侧是硬臂,另一侧是软臂)数控托架系统,生产效率、定位精度得到进一步提升。
在积累了大量设计、制造技术和经验后,成飞公司决定自行研制一台塔式五轴数控法向钻铆系统。该系统由自动钻铆机、定位系统(托架)、工装系统、控制系统等组成。自动钻铆机采用了GEMCOR公司的C型全电动钻铆机,成为该系统的一个重要外购成件。托架定位系统采用XY轴分离“塔式”全钢性结构,X轴主床身和辅助床身均由4段4095mm长的铸件拼接而成,钻铆机安装并固定在X向大滑台上;两个平行Y轴床身均由2段4095mm长的铸件拼接而成,在Y向的滑台上连接着Z向(W向)立柱;两个高近5米的立柱就像两个“塔”,完成产品托框的Z向运动;在Z向(W向)立柱的滑台上还有2个A轴旋转控制机构,完成了工装系统的同步旋转功能,其输出端连接着工装系统。工装系统是由两个约15米的细长纵梁和两个约4米的横端梁通过螺栓装配联接成一个长矩形框结构,负责飞机蒙皮的支撑与定位。控制系统主要采用了SIEMENS 840D数控系统、GE FANUC控制器等,完成了对托架定位、钻铆机动作等的控制,通过硬件连接和软件通信将托架控制系统与钻铆机控制系统进行集成,组合成为了一套数控法向钻铆系统。
该塔式五轴数控法向钻铆系统,经过了精心的设计和验证,与已有的同类系统相比,具有以下几个创新点。
在机械设计、制造方面:
X、Y轴的分离性结构。8块大型X、Y向床身底座采用了模块化设计,节约了大量制造成本、缩短了生产周期;
细长滚珠丝杆的随动支撑。Y向约5米长的传动丝杆采用了随动支撑,既提高了机床定位精度,又有效防止了丝杆变形,保证了机床长期运行的稳定性;
等边三角形的托框长纵梁截面结构由特种轻质材料填充及强力弹簧的预拉支撑。通过理论验证、计算机有限元分析、试验件验证,约15米长的产品托框截面使用三角形结构、钢板焊接而成,同时采取能容下产品的时效炉一次时效完成,有效地控制时效过程中焊接组件的应力释放(应力释放的过程中会产生不可预见的变形),在细长纵梁填充了聚酯泡沫,能有效地吸收梁的震颤,使其在受到外力作用后短时间内能达到平稳的状态。另外在托框两端B轴上各设计加装了φ20mm粗的预拉螺旋弹簧,使长纵深下饶变形得到了有效控制,并改善了托框震颤情况。
由于托框的两端与A轴相固连,通过双电机驱动,因此对于同轴度的要求较高,如果同轴度不好,在循环应力的作用下将会对A轴造成疲劳破坏,因此,在工艺上采取A轴的定位轴径φ150h7、齿盘安装轴径φ595h7及支撑轴承安装轴径φ140h6和φ130h6等尺寸通过磨削加工来保证,从而保证其同轴度精度。
在电气控制方面:
菱形布局的法向传感器与对角高度差法向判断技术。以钻铆机压力脚为中心,与XY轴线平行的菱形布置四个超声波传感器,对飞机蒙皮铆接点的法向姿态实施检测,通过一定处理、计算,输出相应控制信号到伺服控制机构,确保钻铆点的法向控制要求。
实物示教数据采集与在线自动编程技术。钻铆系统主控制器采用西门子数控机床控制单元,为了能够满足此台航空专用设备的实际使用,不仅保留了原有数控功能,而且通过二次平台设计,实现了铆钉高度的显示与记录、钻铆机工艺参数的实施控制、示教功能的设计等。实际证明大块双曲度蒙皮的理论模型与实际模型存在一定差别,加上现场的安装固定工装的影响,曲率、形状都会变化,只有根据现场实际情况,对飞机蒙皮实际外形进行采集、示教,再用后置软件进行处理,生成与实际外形吻合的数控加工程序,有效解决实物与理论模型不匹配的问题,提高钻铆质量;
钉头高度在线检测与数据图形化显示技术。由于飞机蒙皮成本较大,不可能制作一个试加工件,所以每次钻铆加工前,采用大量的模拟试片进行工艺参数的实验,当对真正蒙皮产品加工时,必须不定期对铆接高度等质量再次检查,以前都是人工干预停止加工,将产品缓慢移出加工区域,采用手摸或高度表手测,然后再返回,这样来回过程至少花费15分钟,对加工效率产生了很大影响,在本系统中,采用高精度2D激光位移传感器,当钻铆完成后,只需数控化自动移位300mm左右,对钻铆点测量区域进行扫描采集,通过一定的算法,即可得到铆钉高度,并判定是否在允许的误差范围内,整个过程耗时不到1分钟,大大提高了钻铆质量和钻铆效率。
塔式五轴数控法向钻铆系统是成飞公司迄今为止承担的费用最大、规模最大的设备研制项目,同时也是技术含量最高、难度最大的项目之一。该系统技术在国内处于领先水平,目前已申请了多项发明专利和实用新型专利,部分已被受理。该系统的成功研制,表明中航工业成飞在数控技术、自动钻铆技术以及航专设备的研制等方面取得了相当大的突破,具备了承担大型航空专用设备研制的能力,为今后继续承担其他航专设备的研制任务奠定了坚实的技术基础。(梅梅 何华兵 于方)
成飞突破飞机大型蒙皮高难度批量加工技术(图)
2013年10月17日 来源:中国航空报
塔式五轴数控法向钻铆系统坐标指示图 中航工业成飞实现飞机大型蒙皮全自动钻铆 中航工业成飞自主研制的大型塔式五轴数控法向钻铆系统正式交付使用,标志着成飞已成为国内唯一一个能够全自主开发制造全刚性自动化钻铆系统的厂家,该系统应用于飞机大型蒙皮的批量钻铆装配,填补了国内空白。 事实上,成飞早在1994年便着手研制钻铆机托架系统,先后设计制造了最初的简易手动托架、手控电动托架。2006年成飞升级改造了一台桥式软吊式半自动法向钻铆数控托架,向数控化法向钻铆系统迈进了一大步;2008年又制造了一台桥式半刚性吊挂式(一侧是硬臂,另一侧是软臂)数控托架系统,生产效率、定位精度得到进一步提升。 在积累了大量设计、制造技术和经验后,成飞公司决定自行研制一台塔式五轴数控法向钻铆系统。该系统由自动钻铆机、定位系统(托架)、工装系统、控制系统等组成。自动钻铆机采用了GEMCOR公司的C型全电动钻铆机,成为该系统的一个重要外购成件。托架定位系统采用XY轴分离“塔式”全钢性结构,X轴主床身和辅助床身均由4段4095mm长的铸件拼接而成,钻铆机安装并固定在X向大滑台上;两个平行Y轴床身均由2段4095mm长的铸件拼接而成,在Y向的滑台上连接着Z向(W向)立柱;两个高近5米的立柱就像两个“塔”,完成产品托框的Z向运动;在Z向(W向)立柱的滑台上还有2个A轴旋转控制机构,完成了工装系统的同步旋转功能,其输出端连接着工装系统。工装系统是由两个约15米的细长纵梁和两个约4米的横端梁通过螺栓装配联接成一个长矩形框结构,负责飞机蒙皮的支撑与定位。控制系统主要采用了SIEMENS 840D数控系统、GE FANUC控制器等,完成了对托架定位、钻铆机动作等的控制,通过硬件连接和软件通信将托架控制系统与钻铆机控制系统进行集成,组合成为了一套数控法向钻铆系统。 该塔式五轴数控法向钻铆系统,经过了精心的设计和验证,与已有的同类系统相比,具有以下几个创新点。 在机械设计、制造方面: X、Y轴的分离性结构。8块大型X、Y向床身底座采用了模块化设计,节约了大量制造成本、缩短了生产周期; 细长滚珠丝杆的随动支撑。Y向约5米长的传动丝杆采用了随动支撑,既提高了机床定位精度,又有效防止了丝杆变形,保证了机床长期运行的稳定性; 等边三角形的托框长纵梁截面结构由特种轻质材料填充及强力弹簧的预拉支撑。通过理论验证、计算机有限元分析、试验件验证,约15米长的产品托框截面使用三角形结构、钢板焊接而成,同时采取能容下产品的时效炉一次时效完成,有效地控制时效过程中焊接组件的应力释放(应力释放的过程中会产生不可预见的变形),在细长纵梁填充了聚酯泡沫,能有效地吸收梁的震颤,使其在受到外力作用后短时间内能达到平稳的状态。另外在托框两端B轴上各设计加装了φ20mm粗的预拉螺旋弹簧,使长纵深下饶变形得到了有效控制,并改善了托框震颤情况。 由于托框的两端与A轴相固连,通过双电机驱动,因此对于同轴度的要求较高,如果同轴度不好,在循环应力的作用下将会对A轴造成疲劳破坏,因此,在工艺上采取A轴的定位轴径φ150h7、齿盘安装轴径φ595h7及支撑轴承安装轴径φ140h6和φ130h6等尺寸通过磨削加工来保证,从而保证其同轴度精度。 在电气控制方面: 菱形布局的法向传感器与对角高度差法向判断技术。以钻铆机压力脚为中心,与XY轴线平行的菱形布置四个超声波传感器,对飞机蒙皮铆接点的法向姿态实施检测,通过一定处理、计算,输出相应控制信号到伺服控制机构,确保钻铆点的法向控制要求。 实物示教数据采集与在线自动编程技术。钻铆系统主控制器采用西门子数控机床控制单元,为了能够满足此台航空专用设备的实际使用,不仅保留了原有数控功能,而且通过二次平台设计,实现了铆钉高度的显示与记录、钻铆机工艺参数的实施控制、示教功能的设计等。实际证明大块双曲度蒙皮的理论模型与实际模型存在一定差别,加上现场的安装固定工装的影响,曲率、形状都会变化,只有根据现场实际情况,对飞机蒙皮实际外形进行采集、示教,再用后置软件进行处理,生成与实际外形吻合的数控加工程序,有效解决实物与理论模型不匹配的问题,提高钻铆质量; 钉头高度在线检测与数据图形化显示技术。由于飞机蒙皮成本较大,不可能制作一个试加工件,所以每次钻铆加工前,采用大量的模拟试片进行工艺参数的实验,当对真正蒙皮产品加工时,必须不定期对铆接高度等质量再次检查,以前都是人工干预停止加工,将产品缓慢移出加工区域,采用手摸或高度表手测,然后再返回,这样来回过程至少花费15分钟,对加工效率产生了很大影响,在本系统中,采用高精度2D激光位移传感器,当钻铆完成后,只需数控化自动移位300mm左右,对钻铆点测量区域进行扫描采集,通过一定的算法,即可得到铆钉高度,并判定是否在允许的误差范围内,整个过程耗时不到1分钟,大大提高了钻铆质量和钻铆效率。 塔式五轴数控法向钻铆系统是成飞公司迄今为止承担的费用最大、规模最大的设备研制项目,同时也是技术含量最高、难度最大的项目之一。该系统技术在国内处于领先水平,目前已申请了多项发明专利和实用新型专利,部分已被受理。该系统的成功研制,表明中航工业成飞在数控技术、自动钻铆技术以及航专设备的研制等方面取得了相当大的突破,具备了承担大型航空专用设备研制的能力,为今后继续承担其他航专设备的研制任务奠定了坚实的技术基础。(梅梅 何华兵 于方)http://www.chinanews.com/mil/2013/10-17/5393423.shtml
塔式五轴数控法向钻铆系统是成飞公司迄今为止承担的费用最大、规模最大的设备研制项目,同时也是技术含量最高、难度最大的项目之一。该系统技术在国内处于领先水平,目前已申请了多项发明专利和实用新型专利,部分已被受理。
该系统的成功研制,表明中航工业成飞在数控技术、自动钻铆技术以及航专设备的研制等方面取得了相当大的突破,具备了承担大型航空专用设备研制的能力,为今后继续承担其他航专设备的研制任务奠定了坚实的技术基础。
该系统的成功研制,表明中航工业成飞在数控技术、自动钻铆技术以及航专设备的研制等方面取得了相当大的突破,具备了承担大型航空专用设备研制的能力,为今后继续承担其他航专设备的研制任务奠定了坚实的技术基础。
之前呢
成飞会兼营卖高端机床吗?
不明觉厉,看来越来越多的制造工艺有突破了
为中航为成飞鼓掌祝贺兼加油!
好消息啊,好消息

一步一步把基础夯实了
求解毒,蒙皮?反正是好事。
飞机蒙皮的钣金以前多是手工活不是一般人能干的
估计是在为四妹批产做准备。
祝贺。。。。。。。。。。。。。。。。。
看来要上批量啊。
进步明显,差距仍然巨大,从TB要全力协同,共同突破
丝带机的蒙皮比三代的难很多。。。听说之前的样机都是老师傅一个一个钣金出来的。。。这个工作量太大。。。而且没办法批产。。。
绝对是好消息不是
ppl 发表于 2013-10-17 20:18
之前呢
之前么。。。。歼20坑坑洼洼的背你也看到了嘛。。。。
之前呢
之前么。。。。歼20坑坑洼洼的背你也看到了嘛。。。。
为J20批量打下坚实基础
你说这种技术在中航内部会分享吗? 比如沈飞,西飞
这是引进的技术吗
成飞的技术及设备是来自世界各地的
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
楼上这种人跳出来是我预料之中的事
wdlazl 发表于 2013-10-18 15:53
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
别忘了还有日本产的行程开关,必须的
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
别忘了还有日本产的行程开关,必须的
这两天南北都出了好东西啊,有进步就值得高兴。北方刚曝出柔性蒙皮加工技术,南边马上就曝五轴精密加工回应。是有项目竞争么?还是到了年底考核的时候了?
wdlazl 发表于 2013-10-18 15:53
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
能有突破总是好事,心态放宽点,世上无难事,只怕有心人
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
能有突破总是好事,心态放宽点,世上无难事,只怕有心人
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
你不了解自动钻铆机和数控托架系统,这个系统的核心倒不是数控系统,而是托架变形控制和法向钻铆算法,这些工作都是要自己做的。而且这个系统应用最多的是民机生产,目的就是为了满足民机对效率和质量的苛刻要求,针对的主要是民机转包生产中的非复杂曲率部件,而军机倒不是很多。
你不了解自动钻铆机和数控托架系统,这个系统的核心倒不是数控系统,而是托架变形控制和法向钻铆算法,这些工作都是要自己做的。而且这个系统应用最多的是民机生产,目的就是为了满足民机对效率和质量的苛刻要求,针对的主要是民机转包生产中的非复杂曲率部件,而军机倒不是很多。
估计是在为四妹批产做准备。
这套系统大部分活都是为转包生产赚小钱钱用的。
这套系统大部分活都是为转包生产赚小钱钱用的。
这是引进的技术吗
今天才做出来,按道理都该打屁股了。当年买自动钻铆机系统,为了省钱只买自动钻铆机,没买配套的托架,结果回来发现自己搞得托架变形厉害,根本和自动钻铆机没法一起配套工作,被鬼佬坑了!
今天才做出来,按道理都该打屁股了。当年买自动钻铆机系统,为了省钱只买自动钻铆机,没买配套的托架,结果回来发现自己搞得托架变形厉害,根本和自动钻铆机没法一起配套工作,被鬼佬坑了!
激光打印可以整片整片大面积的印吗?
kukucn2008 发表于 2013-10-18 15:23 
你说这种技术在中航内部会分享吗? 比如沈飞,西飞
都是独立核算的,内部划使用费用咯来自: Android客户端
你说这种技术在中航内部会分享吗? 比如沈飞,西飞
都是独立核算的,内部划使用费用咯来自: Android客户端
wdlazl 发表于 2013-10-18 15:53
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
你发帖的电脑不是自己造的,所以这帖子不是你写的
SIEMENS 840D数控系统、GE FANUC控制器 我呵呵一声,关键的东西还是外国的。。
你发帖的电脑不是自己造的,所以这帖子不是你写的
kukucn2008 发表于 2013-10-18 15:23
你说这种技术在中航内部会分享吗? 比如沈飞,西飞
按照沈飞黑的说法,内动是不能避免的。。。
你说这种技术在中航内部会分享吗? 比如沈飞,西飞
按照沈飞黑的说法,内动是不能避免的。。。
意味着歼10B可以大量生产了?
有进步有突破就是好事!
反正是个好消息就行了
楼上好些位需要泼个冷水 这是篇标准的官八股 核心在于购买的自动钻铆机 什么相关试验啊什么的 都是外国供应商提供的必要流程 至于相关设备到底有多普及 只能说现在大家都有钱了 都在玩这个 X飞和X飞都有同样功能的东西 至于本文说的国内唯一什么的 笑笑就好 流行这么说
我写这些不是说哪个厂或者哪个厂不好 给大家提供点略客观的视角就足够了
我写这些不是说哪个厂或者哪个厂不好 给大家提供点略客观的视角就足够了
npusinictide 发表于 2013-10-19 09:03
今天才做出来,按道理都该打屁股了。当年买自动钻铆机系统,为了省钱只买自动钻铆机,没买配套的托架,结 ...
是自己脑残
今天才做出来,按道理都该打屁股了。当年买自动钻铆机系统,为了省钱只买自动钻铆机,没买配套的托架,结 ...
是自己脑残
中航工业成飞在数控技术、自动钻铆技术以及航专设备的研制等方面取得了相当大的突破,具备了承担大型航空专用设备研制的能力,为今后继续承担其他航专设备的研制任务奠定了坚实的技术基础。(
不得不说后来居上是要进取心的。